1.工艺流程:人工压缩空气吹液后上料 →工件进入烘干室体1,对位热风循环烘干 → 工件进入烘干室体1对位热风循环烘干 → 人工下料(大工件可设置无动力辊道)
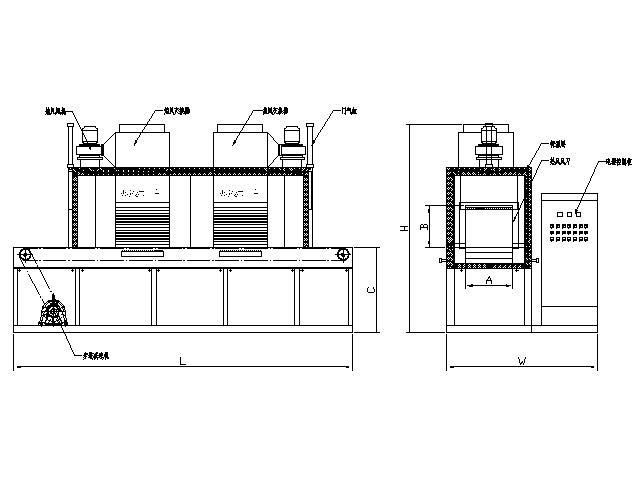
2. 设备结构:由机体、机架、热风循环烘干系统、输送系统、气动隔离门和电气控制系统等组成。
3.热风循环烘干系统由热风风刀、空气加热管、热交换器、热风风机等组成。烘干温度为室温度到120℃可调,在
烘干室上部设置热风循环系统,该系统使空气在烘干室内循环流动,通过两侧及顶部的风道喷吹到工件表面,使工
件得到充分烘干。由于工件与输送带接触面有少量积水,比较难烘干,可以在底部增加一台高压风泵,通过底部的
风道及风道对工件底部进行吹干。烘干内外层均由普通碳钢板焊接而成,保温层厚度为80mm,中间填充硅酸铝岩
棉,以避免操作人员烫伤和节约电能。单工位烘干的时间为250-300S,时间可以调节。 |